Galvanoplastika
Galvanoplastika je elektrochemická metoda vylučování kovu na zvodivělém povrchu formy. Používá se od pol. 19. století pro zhotovování kopií drobných předmětů, jako jsou mince, medaile, plastiky, šperky a kování, ale i rozměrnějších děl jako jsou sochy. Průmyslově se využívá například též pro výrobu matricí na lisování hudebních nosičů, tiskařských štočků, forem pro zpracování plastů, zrcadel. Galvanoplastické kopie (tzv. galvanoplastiky) byly pořizované koncem 19. století, tehdy novými Uměleckoprůmyslovými muzei jako exponáty do výstav nebo jako vzory práce významných umělců, tam kde nebylo možné získat originál. Měděné galvanoplastiky bývají dále elektrolyticky stříbřené a patinované.
Princip metody
Chemicky jde o stejný proces jako při běžném galvanickém pokovování nebo elektrochemické rafinaci mědi. Povrch lukoprenové formy se zvodivý například práškovou mědí a zapojí jako katoda. Účinkem stejnosměrného proudu se měděná anoda rozpouští a na katodě se redukuje čistý kov.
Anoda: Cu→Cu2++2e-
Katoda:Cu2++2e-→Cu
Do roztoku se vylučuje i jednomocná měď, která se redukuje na částice mědi v anodovém kalu.
2Cu+Cu2++Cu
Procentuální proudový výtěžek je poměr teoretického a reálného výtěžku podle Faradayova zákona:
η=100mg=100nFmItM
kde m je skutečné množství vyloučeného kovu (g)
g teoreticky vypočtené množství vyloučeného kovu dle Faradayova zákona (g)
I elektrický proud (A)
t doba průchodu proudu
M molární hmotnost vylučovaného kovu (g/mol); MCu = 63,55 g/mol
n počet elektronů v katodové reakci Cu2+ +2e- → Cu (n =2)
F Faradayova konstanta (96493 C/mol)
Lázeň pro galvanoplastiku mědí se skládá z roztoku CuSO4.5H2O (cca 130-250 g/l) v H2SO4 (30-55 g/l pro nepromíchávanou lázeň a 60-70 g/l pro míchanou). Míchání lázně se někdy nahrazuje kývavým pohybem formy. Používá se stejnosměrné napětí do 3V a proudové hustoty do cca 1,5-2 A/dm2. Teplota lázně bývá mezi 18-25 ºC a trvání vylučování dostatečně silné skořepiny trvá řádově desítky hodin, v závislosti na proudové hustotě. Zvýšením proudové hustoty se vylučování mědi zrychluje, ale na úkor kvality povrchu. Vyloučená měď je při vyšší proudové hustotě zrnitější. Dále kvalitu kopie ovlivňuje koncentrace kyseliny sírové, při vyšším obsahu kyseliny je lázeň vodivější a vyloučená měď je tvrdší, ale křehčí.
Pozn.: Při práci s chemikáliemi dbejte bezpečnostních pokynů! Síran měďnatý je zdraví škodlivý při požití, dráždí oči a kůži, je vysoce toxický pro vodní organismy a může vyvolat dlouhodobě nepříznivé účinky ve vodním prostředí.


Kyselina sírová je vysoce nebezpečná látka, způsobuje těžké poleptání kůže a poškození očí.
Postup
Galvanoplastikou se dají vyrobit kopie předmětů vylučováním kovu na formě, nebo zhotovovat pokovené šperky například z přírodních materiálů. Podrobněji se budeme zabývat zhotovováním kopií. Fotodokumentace byla pořízena při zhotovování galvanoplastiky kopie velkomoravské plakety sokolníka

Obrázek 1: Odlitek kopie velkomoravské plakety sokolníka – výchozí model
Prvním krokem je zhotovení negativní formy, na kterou se bude vylučovat měď. Dříve se ke zhotovení formy používal vosk, gutaperča, sádra a další materiály, v současnosti se nejčastěji používá dvousložkový silikonový kaučuk, například Lukopren. Předmět se očistí, zafixuje v požadované poloze a ohraničí například kartonem nebo pevnou plastovou folií. Předměty s porézním povrchem a takové, u kterých hrozí přilepení k formě, se natřou tenkou vrstvou separátoru.

Obrázek 2: Zafixování modelu

Obrázek 3: Ohraničení modelu
Povrch se tvrdším štětcem potře vrstvou připraveného kaučuku tak, aby došlo k odstranění vzduchových bublinek a dokonalému okopírování detailů, poté se předmět zaleje zbytkem kaučuku. Vrstva musí být přiměřeně silná geometrii předmětu, aby byla forma dostatečně pevná, obvykle stačí přibližně 2 cm. Po zatuhnutí kaučuku se předmět vyjme a forma se dočistí od přebytečného kaučuku.

Obrázek 4: Natření modelu kaučukem

Obrázek 5: Model zalitý kaučukem

Obrázek 6: Vyjmutí modelu z formy
Před samotným zvodivěním formy se okolo budoucího předmětu připevní pomocná elektroda. Ta usnadňuje vylučování kovu a lze za ni formu upevnit do lázně. Připravená forma se musí dokonale odmastit, aby se dala zvodivět. Samotné zvodivění se dá provést různými materiály, nejčastěji se využívá prášková měď, protože výsledný povrch má stejnou barvu a nemusí se již příliš čistit. Dále se dá použít grafit, buďto jako prášek, nebo smíchaný s lakem, kterým se forma natře nebo nastříká.

Obrázek 7: Příprava pomocné elektrody

Obrázek 8: Upevnění pomocné elektrody

Obrázek 9: Forma s připravenou pomocnou elektrodou

Obrázek 10: Odmaštění formy izopropanolem

Obrázek 11: Zvodivění práškovou mědí
Lázeň se připraví rozpuštěním příslušného množství síranu měďnatého v demineralizované vodě, poté se pomalu přidává kyselina sírová a nakonec etanol. Pokud roztok obsahuje nerozpuštěné nečistoty, je vhodné ho přefiltrovat. Měděný plech o přibližně stejné ploše jako forma, který bude sloužit jako anoda je nutné před použitím zbavit povrchové vrstvy oxidů, mechanickým čištěním, nebo ponořením do mořícího roztoku. Nádoba pro lázeň musí být nevodivá, vhodná jsou například akvária nebo plastové boxy, nejlépe průhledná, aby se dal proces snadno kontrolovat i bez vyjmutí předmětu z lázně. Anodový plech a zvodivělou formu zavěsíme do lázně ve vzdálenosti cca 10 cm od sebe a připojíme ke zdroji stejnosměrného napětí. Měď se na formě začne redukovat nejdříve podél pomocných elektrod a poté se „rozrůstá“ po ploše formy v závislosti na její geometrii. Formu je vhodné pravidelně kontrolovat, a pokud se v některých místech měď nevylučuje, je nutné toto místo opláchnout, odmastit a opět zvodivět práškovou mědí.

Obrázek 12: Vložení formy do lázně
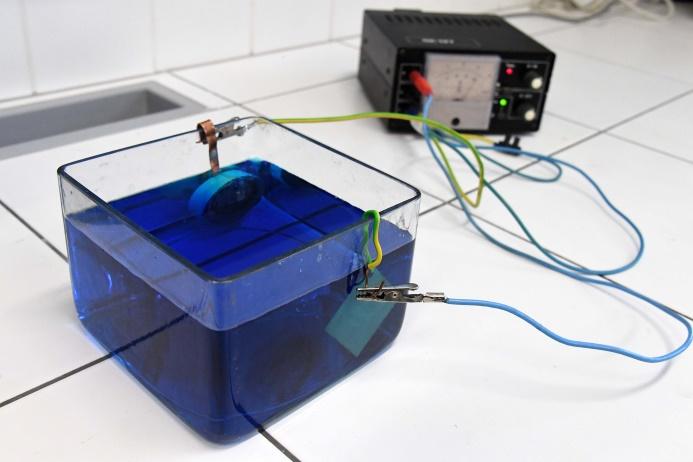
Obrázek 13: Galvanoplastická lázeň se zdrojem
Po vyloučení dostatečné vrstvy mědi se forma vyjme z lázně, opláchne se demineralizovanou vodou a osuší. Z kopie se odstraní pomocné elektrody a přesahy, nejlépe elektrickou mikrobruskou. Kopie se dá zesílit z rubové strany například vylitím pájkou, či jiným nízko tavitelným kovem, nebo pryskyřicí. Poslední úpravou může být doleštění povrchu a patinování.

Obrázek 14: Vyjmutí galvanoplastiky z lázně

Obrázek 15: Rubová strana před sejmutím z formy a výchozí model

Obrázek 16 Lícová strana galvanoplastiky po odstranění z formy

Obrázek 17 Averz hotové galvanoplastiky

Obrázek 18 Vycínovaný reverz