Rekonstrukce techniky cizelování odlitku
mosazného odznaku a opaskové spony
Cizelování je samostatným uměleckým řemeslem, které obecně rozdělujeme na postupy:
- vypracování plastických tvarů v plechu (viz cizelování postupem repoussé), podobné jako u tepání s tím rozdílem, že se nevyklepává přímo kladívkem, ale speciálními nástroji, zvanými čakany (viz rekonstrukce zhotovení nářadí – čakanů),
- opracování a dokončování úpravy povrchu litých a kovaných předmětů, přičemž cizelérské opracování na odlévaném kovu spočívá v zaklepání, pilování, sekání, oškrabávání, hlazení, začišťování a dokončovacích pracích úpravy povrchu.
Opracovávání odlitků uměleckořemeslných předmětů cizelérskými postupy má dlouholetou tradici. Na rozdíl od cizelování v plechu je povrch kovu plasticky deformován tak, že dochází k významnější redukci tloušťky materiálu. Při opracování a hlazení litých nebo kovaných předmětů se používá odlišné nářadí. Jsou to hrubé sekáče pro odstranění spojů formy a bublin vzniklých při lití. Dále hnáče -běhouny na opracování veškerých ostrých kontur. Pro vyhlazení povrchu se používá škrabák (šábr), pro srovnání slouží různé urovnávače. Uhlazené partie lze vyzrnit jemným nebo hrubším zrničem.
V případě složitějších tvarů se používá i vyřezávání lupénkovou pilkou.
Pro ukázku opracování odlitku byl vybrán mosazný odlitek čepicového vojenského odznaku
a mosazné opaskové spony.
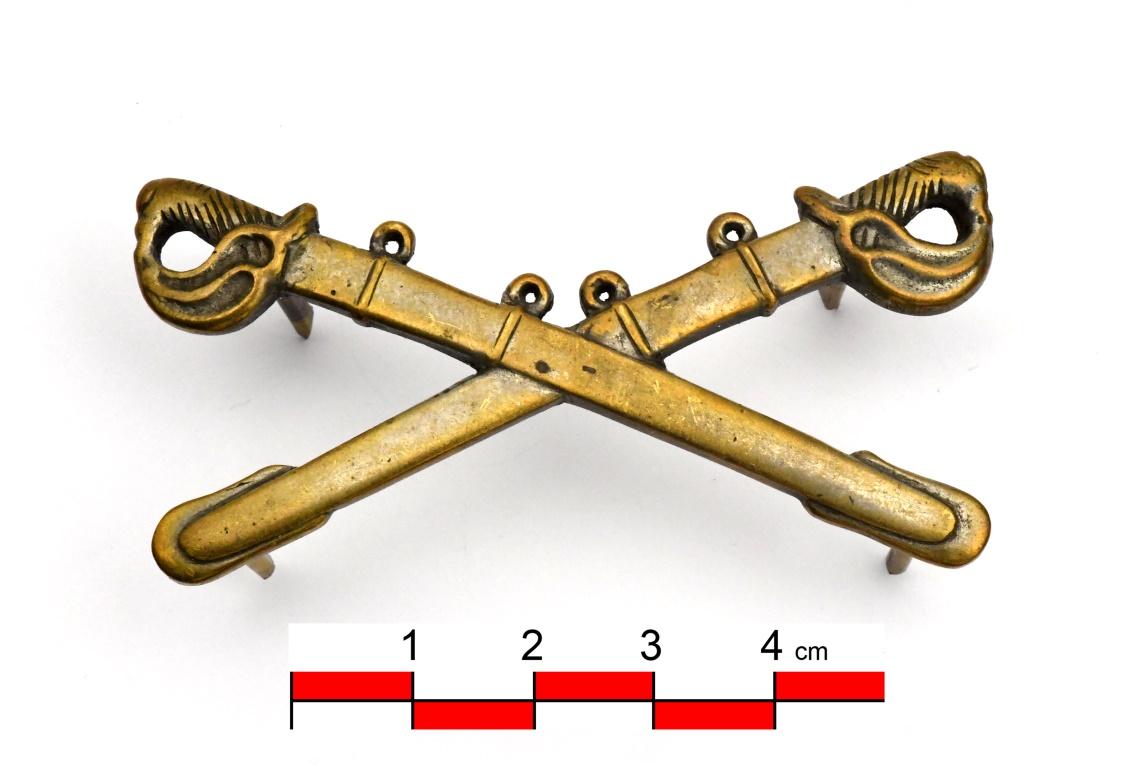
Obr. 1: Čepicový americký vojenský odznak.

Obr. č: 2: Mosazný odlitek odznaku – stav před opracováním.
Postup rekonstrukce (autor Pavel Fexa):
Z mosazného odlitku odznaku (odlito technologií na ztracený vosk) bylo nutné nejprve odstranit slévárenskou keramiku a zbrousit jej z reverzní strany na požadovanou tloušťku. Poté odstranit přebytečný materiál vyřezáním lupenkovou pilkou. Pro tyto účely byla použita běžná modelářská lupenková pilka s pilovým plátkem na kov. Pro usnadnění řezání se používá dřevěná opěrka , která je upnuta do svěráku. Během pilování je vhodné plát pilky lubrikovat včelím voskem. K usnadnění řezání se do přebytečného materiálu vyvrtají otvory pro zavedení plátku pilky. Po odstranění materiálu následuje detailní pilování jehlovými pilníky.
Jednotlivé kontury reliéfu je nutné proryt rydlem popřípadě použit malou přímou stopkovou brusku nebo jehlové pilníky. Ke zvýraznění kresby se použijí matovací rydla různých hrubostí.
Celý povrch je poté osmirkován a leštěn na látkovém kotouči za pomoci brusné pasty na mosaz.

Obr. č: 3: Modelářská lupenková pilka
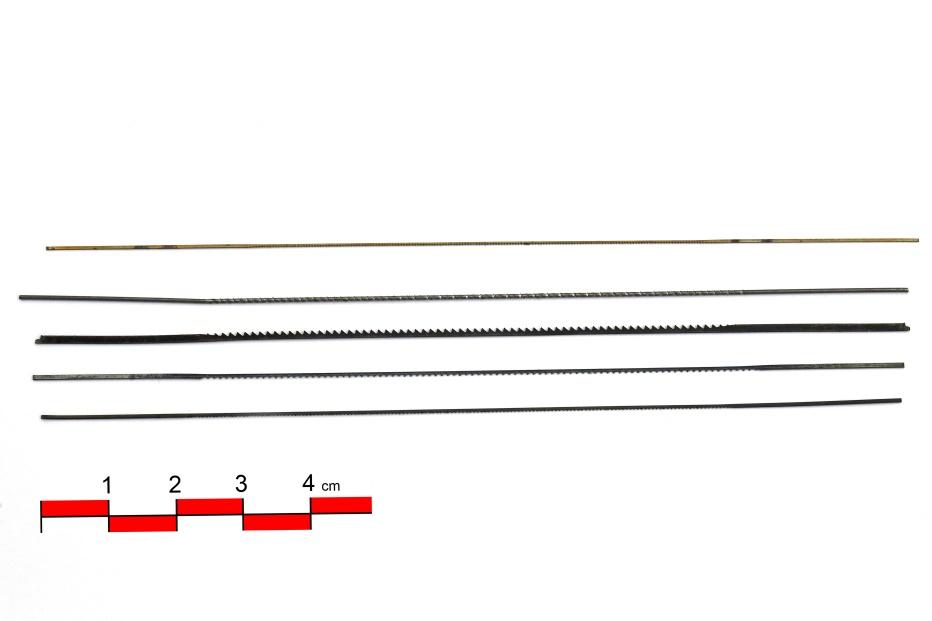
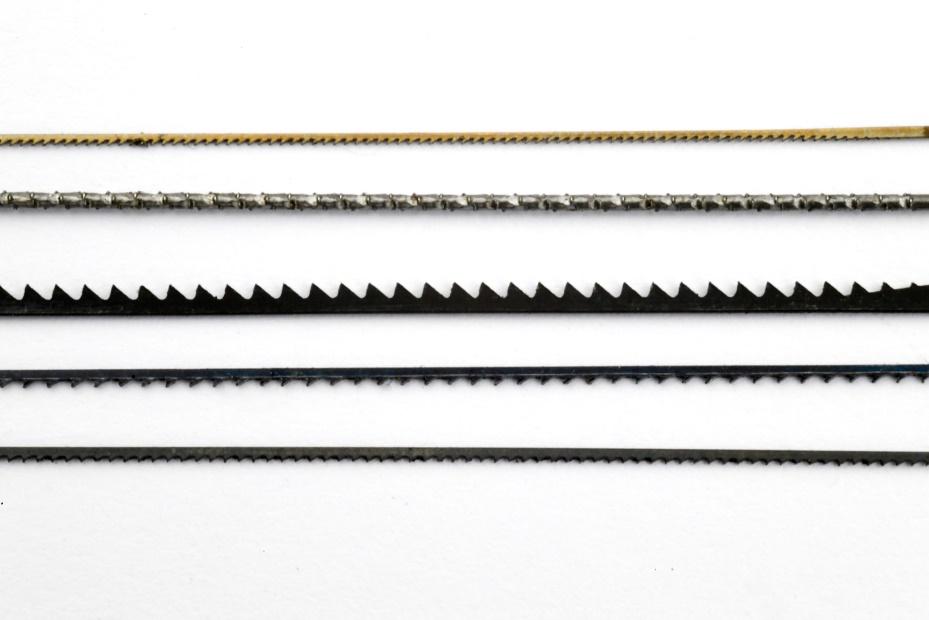

Obr. č: 4 a, b, c.: Jednotlivé profily plátků pilek na řezání různých materiálů

Obr. 5: Dřevěná opěrka pro řezání lupénkovou pilkou


Obr. č: 6 a, b: Ukázka různých profilů jehlových pilníků

Obr. č. 7: Příprava odlitku před vyřezáním lupenkovou pilkou, naznačení otvorů pro vyvrtání

Obr. č. 8: Vyvrtání otvorů pro zavedení pilového plátku

Obr. č. 9: Vlastní řezání pilkou na pomocné dřevěné opěrce

Obr. č. 10: Pilování kontur odlitku jehlovým pilníkem

Obr. č. 11: Finální leštění odznaku na hadrovém kotouči za pomoci brusné pasty

Obr. č. 12: Mosazný odznak po cizelování a leštění
U mosazné opaskové spony byla odstraněna slévárenská keramika jemným opískováním. Následovalo odstranění slévárenských vtoků řezáním pilkou na železo a obrušováním. Současně se provede i hrubé obroušení přebytečného materiálu. Poté následuje detailní opracování zadní strany opaskové spony tak, aby se vytvořily úchytové prvky na opasek. Po upnutí spony do ryteckého svěráku následuje vlastní cizelování, prováděné dle potřeby různými typy čakanů a malou stopkovou bruskou. Po opracování je povrch lehce opískován jemným abrazivem za sníženého tlaku, aby došlo k jeho sjednocení. Povrch je potom upraven na jemném mosazném rotačním kartáči.

Obr. č. 13: Odstranění nálitků broušením na brusce

Obr. č. 14: Upnutá spona do ryteckého svěráku a práce s malou stopkovou bruskou

Obr. č. 15: Postupné opracování povrchu čakanem

Obr. č. 16: Porovnání hrubého odlitku s opracovanou sponou (čelní pohled)

Obr. č. 17: Pohled na zadní stranu spony před a po cizelování

Obr. č. 18: Finální podoba opaskové spony po cizelování
Rekonstrukce cizelování odlitku
Busta T. G. Masaryka
Cizelování je samostatným uměleckým řemeslem, které obecně rozdělujeme na postupy:
- vypracování plastických tvarů v plechu (viz cizelování postupem repoussé), podobné jako u tepání s tím rozdílem, že se nevyklepává přímo kladívkem, ale speciálními nástroji, zvanými čakany (viz rekonstrukce zhotovení nářadí – čakanů),
- opracování a dokončování úpravy povrchu litých a kovaných předmětů, přičemž cizelérské opracování na odlévaném kovu spočívá v zaklepání, řezání, broušení, temování, pilování, sekání, oškrabávání, hlazení, začišťování a dokončovacích pracích úpravy povrchu.
Opracovávání odlitků uměleckořemeslných předmětů cizelérskými postupy má dlouholetou tradici. Na rozdíl od cizelování v plechu je povrch kovu plasticky deformován tak, že dochází k významnější redukci tloušťky materiálu. Při opracování a hlazení litých nebo kovaných předmětů se používá odlišné nářadí. Jsou to hrubé sekáče pro odstranění spojů formyvzniklých při lití. Dále hnáče -běhouny na opracování veškerých ostrých kontur. Pro vyhlazení povrchu se používá škrabák (šábr), pro srovnání slouží různé urovnávače. Uhlazené partie lze vyzrnit jemným nebo hrubším zrničem.
V případě složitějších tvarů se používá i vyřezávání lupénkovou pilkou.
Cizelérství je technikou primárně převzatou ze zlatnictví. Nicméně poté se co se lidé naučili odlévat bronz (cca 3000 př. n. l.), potřebovali odlitky dále opracovávat, protože hrubý odlitek je nevzhledný
i nebezpečný na poranění. Cizelování se tedy dále rozvíjí i na jiných materiálech – slitinách mědi, cínu a železa. V minulosti bylo cizelérství samostatné řemeslo, ale dnes je součástí uměleckého kovářství, slévárenství a zámečnictví. Cizelování odlitku je prezentováno na bustě T. G. Masaryka odlité v bronzu technikou na ztracený vosk.
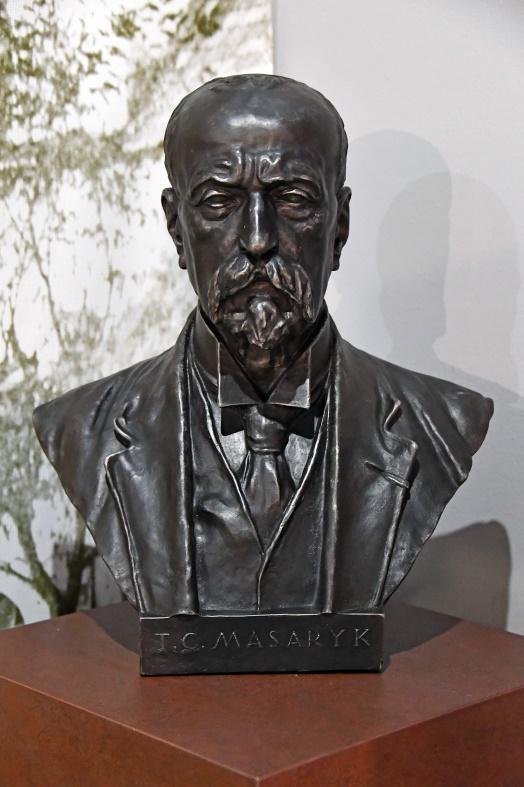
Obr. 1: Autorem busty TGM je sochař Václav Hynek Mach 15. 2. 1882 – 24. 3. 1958. Busta pochází ze soukromé sbírky.
Postup rekonstrukce (autor: Michal Truksa):
Po odlití jednotlivých částí bronzové busty bylo nutné nejprve odstranit slévárenskou keramiku. Zbytky keramiky byly odstraněny jemným opískováním korundovým abrazivem zrnitosti 200-300.
Po opískování všech částí odlitku bylo nutné odstranit zbytky vtokové soustavy a přebytečný materiál po dělících rovinách Pro snadnější manipulaci s jednotlivými díly je vhodné zhotovit dřevěný trojúhelníkový rámeček, který umožní pevnější držení opracovávaného dílu odlitku. Nálitky byly odstraněny oříznutím přebytečného materiálu úhlovou a přímou bruskou a přebývající materiál dělících rovin byl osekán sekáčem. Po celkovém odstranění přebytečného materiálu následovalo obroušení všech slévárenských nedostatků přímou bruskou.
Prvním krokem k sestavení jednotlivých částí odlitku je spasování jednotlivých styčných ploch dílů. To se provádí broušením (úhlovou a přímou bruskou) a pilováním pilníky. Jako nástroje do přímé brusky se používají jednotlivé stopkové frézy nebo stopková brusná tvarová tělíska. Jednotlivé díly musí do sebe zapadat s co největší přesností, větší mezery by činily značné obtíže při svařování. Tato operace je náročná na přesnost a je důležité věnovat ji zvýšenou pozornost. Nevhodné spasování dílu může vést k celkové změně tvaru finálního výrobku.
Po provedení této náročné operace jsou postupně jednotlivé díly svařovány a připasovávány. Pro svařování byl použit svařovací invertor GAMA 1900HF (TIG (Tungsten Inert Gas – svařování wolframovou elektrodou) s ochrannou atmosférou argonu. Rovněž je nutné doplnit chybějící materiál v místech, kde z důvodu slévárenských technologických postupů nebyl nalit. Při vlastním kompletování dílů je nutné neustále kontrolovat tvar sestavení s originálním předmětem, který sloužil jako model pro vlastní odlévání. Při spojení všech dílů vzniknou prostory, kde chybí materiál. Tyto je nutné dovařit. Pokud je chybějící prostor větší je nutné do něho vložit do tvaru uříznutý materiál a ovařit ho.
Pro celkové sestavení busty je nutné vyrobit bronzový podstavec. Nejprve byl vyroben dřevěný model podstavce, který byl zaformován do slévárenského písku a poté odlit z bronzu stejného složení jako busta. Po jeho odlití následovalo obroušení vtoků úhlovou bruskou, vyrovnání povrchu na rovinové brusce a celkové cizelování povrchu, vrtání a řezání úchytových závitů. Před vlastním navařením bylo důležité nastavení podstavce do polohy odpovídající poloze jakou má originál busty. Po nastavení byl podstavec přivařen k již sestavené horní části busty a spoje svarů detailně cizelovány.

Obr. 2: Bronzové odlitky busty po odstranění slévárenských forem.

Obr. č. 3: Odlitek hlavy se zbytky slévárenské keramiky

Obr. č. 4: Opískovaný odlitek s patrnými otřepy z dělících rovin

Obr. č. 5: Další díl odlitku po pískování

Obr. č. 6: Jednotlivé díly odlitků busty po pískování

Obr. č. 7: Odříznutí nálitků úhlovou bruskou

Obr. č. 8: Přebytečný materiál je odstraněn sekáním

Obr. č. 9: Po osekání sekáčem následuje odfrézování a broušení zbytků vtokové soustavy

Obr. č. 10: Spasování a frézování jednotlivých styčných ploch před svařením

Obr. č. 11: Náročná operace spasování jednotlivých dílů odlitku

Obr. č. 12: Použití přímé brusky se stopkovou frézou

Obr. č. 13: Doplňování chybějícího materiálu po technologických slévárenských postupech (otvor pro lepší schnutí jádra při formování)

Obr. č. 14: Svařování jednotlivých dílů, v pozadí na obrázku originál busty


Obr. č. 15 a 16: Bodový svár a tentýž spoj po provedeném svaření

Obr. č. 17: Vzniklé otvory po spasování odlitků

Obr. č. 18: Ukázka svárů po svaření invertorem TIG

Obr. č. 19: Postupné opracování svarů přímou bruskou se stopkovou frézou

Obr. č. 20: Hrubé osekávání svárů sekáčem

Obr. č. 21: Po obroušení sváru následuje temovací práce s temovacím čakanem

Obr. č. 22: Detail temování po hrubém obroušení svaru

Obr. č. 23: Detail vysekávání navařeného materiálu z drážky rádiusovým sekáčem


Obr. č. 24 a 25: Ukázka opracování jednotlivých detailů za pomoci přímé brusky frézou a brusným kotoučkem

Obr. č. 26: Jemné opracování malou stopkovou frézoubowdenovou bruskou (frézou)






Obr. č. 27 a – f: Výroba bronzového podstavce a vyztuženého trojúhelníku odlitím do formy ze slévárenského písku a jeho postupné opracování před kompletací svařením: a, b – písková forma, c, d, e – vytloukání odlitku z formy, e - odlitý podstavec.



Obr. č. 28 a, b, c: Jednotlivé práce na přípravě odlitého podstavce: a, b – broušení podstavce a trojúhelníkové výztuhy, c – montážní úchytné závity

Obr. č. 29: Nastavení polohy busty před přivařením podstavce




Obr. č. 30 a - d: Postup při navařování podstavce
Obr. č. 31: Ukázka temovaného povrchu frézovaného sváru



Obr. č. 32 a - c: Povrch busty po opracování malou stopkovou frézou a bruskou


Obr. č. 33: Stav povrchu busty po detailním cizelování, před závěrečným jemným opískováním

Obr. č. 34: Odlitek busty TGM po celkovém opracování a cizelování (vlevo) před pískováním a patinováním povrchu, originál busty (vpravo)
Rekonstrukce zhotovení cizelérského nářadí
čakanů a sekáčů
Cizelerským nástrojům se říká čakany (puncny), které si zpravidla cizelér zhotovoval sám. Čakany jsou podobné kovářskému hnáči, ale mají menší rozměry cca délku 10 cm a tloušťku 3 až 5 mm. Podle tvaru pracovního místa (dráha nástroje) rozeznáváme několik druhů nástrojů k cizelování. Běžně se rozdělují na čakany vyhlazovací, matovací, a zatahovací. Dále jsou to čakany s různou plastickou texturou (perličky, lístečky apod.), které mohou být přizpůsobeny i konkrétním plastikám a vzorům. Pro modelování rytin do hloubky i na výšku se používají čakany zvané modelováčky.
Příklady různých názvů čakanů:
- běhouny, které mají dráhu nástroje podobnou tupým sekáčům, jsou klopené, rovné a na rozích zakulacené nebo zcela půlkulaté,
- zrniče, mají rovnou, oválnou nebo vydutou dráhu. Hrubší zrniče bývají opatřeny jemnými hroty,
- vyrovnávače, mají dráhu plochou, oválnou, srdcovou, trojhranný nebo vícestranný tvar,
- vlasové zrniče, mají dráhu rozličného tvaru, ale zpravidla s jemnými rýhami,
- perličkové zrniče, mají pracovní dráhu válcovitého řezu,
- zrniče vyháněcí, mají dráhu půlkulatou.
V současné době se požívá k výrobě čakanů nástrojová ocel tř. 19 o čtvercovém průřezu., která je nařezána na tyčinky o délce cca 10 cm a dále tvarována pilníky a brusnými papíry. Špička (pracovní plocha) je vytvrzena a temperována, aby byla co nejvíce odolná proti opotřebení. Dřík nástroje je ponechán vyžíhaný, což ponechává pružnost a snižuje tak nárazy do ruky při práci s nástrojem.
Historické nářadí bylo ale zhotovováno ze svářkového železa s nauhličenou špičkou (kalitelnou svářkovou ocelí).
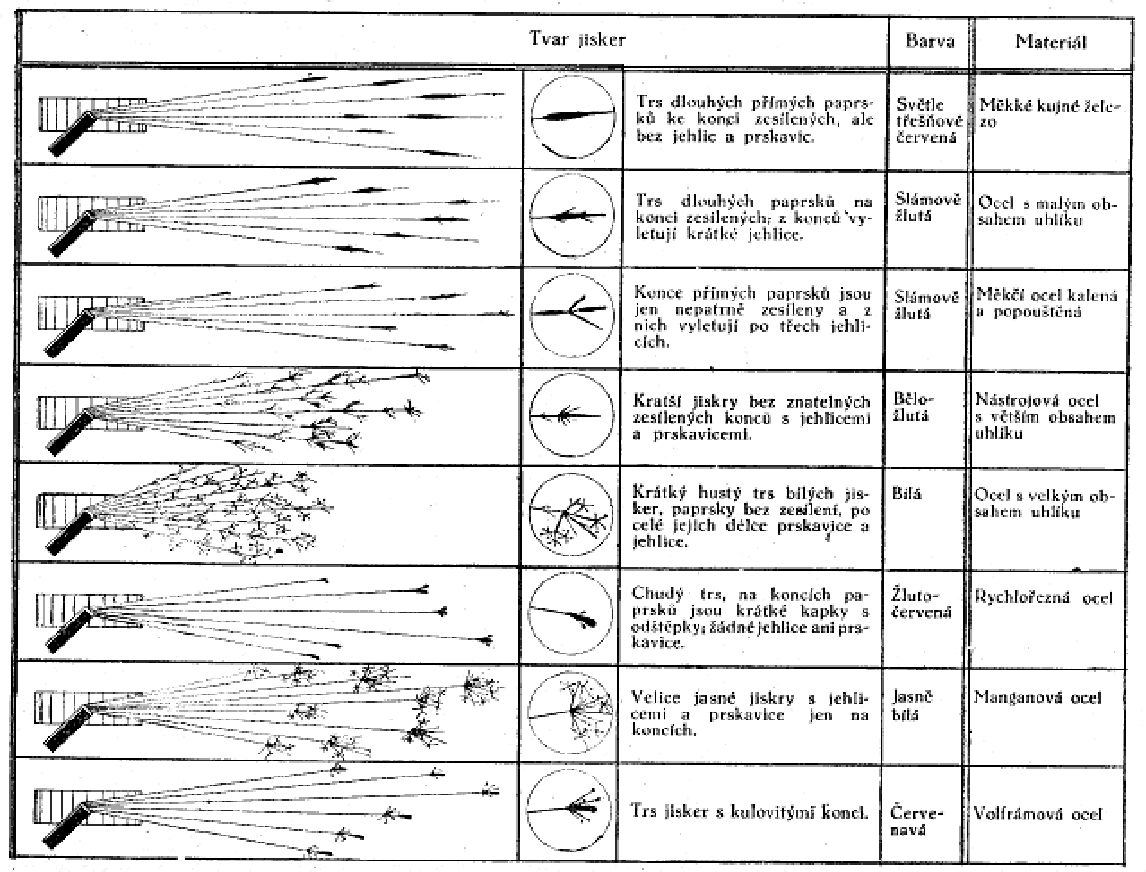
Kvalitu oceli je možné jednoduše posoudit na základě zabarvení a tvaru jiskry při zkoušce na brusce – tzv. jiskrovou zkouškou. Srovnáním tvaru a barvy jiskry se vzorkovnicí můžeme usuzovat na druh oceli. Zjednodušeně můžeme konstatovat, že s přibývajícím uhlíkem narůstá v jiskrách množství praskavic (chomáčů) a mění se barva od světle červené (měkká ocel), přes slámově žlutou (středně tvrdá ocel) až po bílou (tvrdá ocel), viz tabulka č. 1. Přesnější informaci o chemickém složení použité oceli nám samozřejmě může poskytnout vhodná instrumentální analýza.
Tabulka č. 1: Zjednodušený vzorník jiskrové zkoušky
Pomocí úderů cizelérského kladívka na čakan dochází k požadovanému tvarování a modelaci povrchu (obr. 1). Cizelérská kladívka, která představují symbol zlatnické ruční práce, jsou charakteristická velkou kruhovou ploškou, mírně zahnutým tělem a nosem ve tvaru koule (obr. 2). Pracovní plocha kladívka není vytvrzena, což zamezuje bočním posunům během rázu. Připevněno je na rukojeť s masivním hruškovitým zakončením, která je upravena tak, aby byla hladká a dobře seděla v ruce. Používá se dřevo pružné s dlouhými vlákny. Správné kladivo je dost lehké na to, aby bylo použito celé hodiny bez námahy, ale dost těžké na vyvinutí síly úderu. Hmotnost kladívek se pohybuje mezi 50 až 100 g.

Obr. 1: Cizelování reliéfu v měděném plechu čakanem.

Obr. č. 2: Cizelérská kladívka
Postup zhotovení SEKÁČE A ČAKANŮ
Polotovar čakanu i sekáčku vykoveme z nástrojové oceli. Na jednom konci čela materiálu opilujeme a tvarujeme hlavici čakanu. Na druhém konci naznačíme na střed tvar razící plochy. Z délky asi 20 mm pilujeme ze stran přímo k naznačené razící ploše. Délku opilování určujeme podle namáhání čakanu. U čistě vypilovaného čakanu upravíme razící plochu pro určitý pracovní úkon.
Po vypilování vyhlazujeme razící plošku ve srovnávací ocelové kostce karborundovým brusným kamenem. Po vypilování a vyhlazení je nutné nástroj zakalit ohřevem na 750 až 780 °C (tmavě třešňová barva) a ochladit v kalící lázni (kalící olej). V kalící lázni je nutné nořit nástroj ve směru jejich podélné osy, máčet a kroužit s ním. Tím se dosáhne stejnoměrného ochlazení. Po kalení je nástroj tvrdý a křehký, proto je nutné popouštěním zmírnit vnitřní pnutí a snížit křehkost. U kalených čakanů dobře očistíme pilovaná místa.
Popouštět lze zahříváním na určitou nebo přímo v žíhací peci při nastavené teplotě. Popouštěcí teplota je asi 220 °C - tomu odpovídá slámově žlutá barva. Při zahřátí na požadovanou teplotu rychle ponoříme popouštěný nástroj do vody. Pro každou vyráběnou ocel jsou vydávány návody ke kalení, v nichž se udává správný způsob kalení a výše kalící teploty.
Cizelování_rekonstrukce nářadí_1: Ukázka předkovaných čakanů před vybrušováním

Cizelování_rekonstrukce nářadí_2: Vytahování materiálu pro výrobu čakanů na kovářském bucharu

Cizelování_rekonstrukce nářadí_3: Dotvarování profilu čakanu na kovadlině
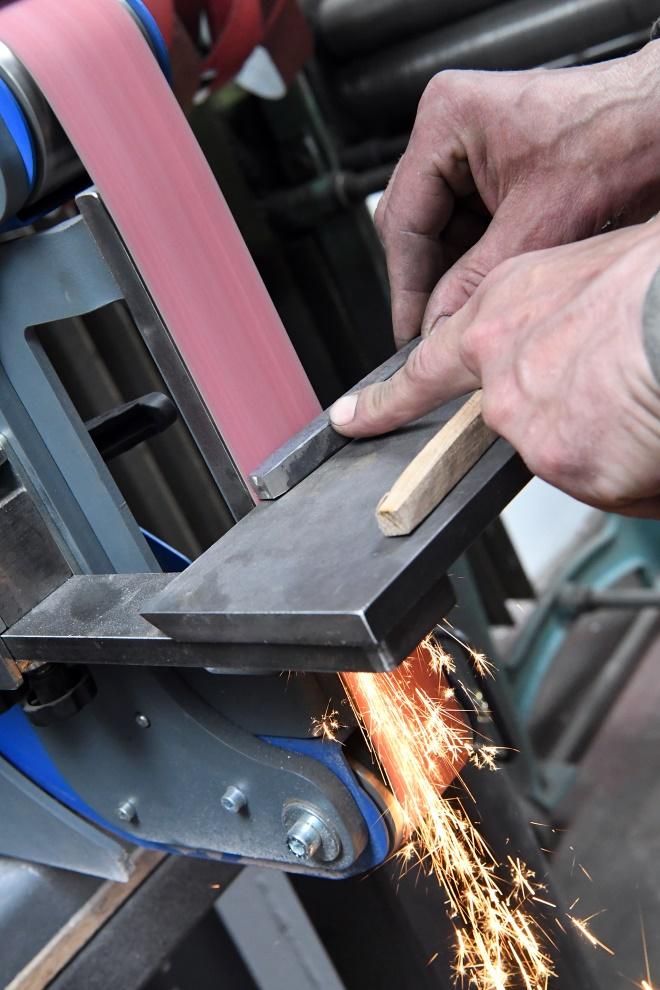
Cizelování_rekonstrukce nářadí_4: Broušení požadovaného tvaru čakanu na pásové brusce

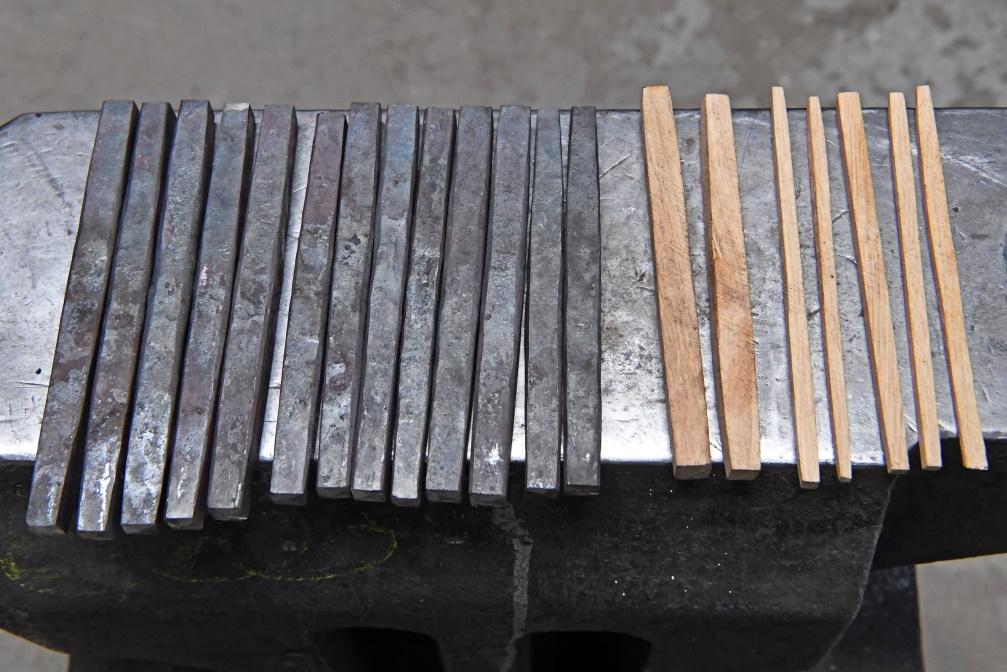
Cizelování_rekonstrukce nářadí_5: Materiál připravený na pilování profilu čakanu, vpravo požadovaný temovací profil


Cizelování_rekonstrukce nářadí_6: Pilování profilu pracovní plochy a výsledný tvar


Cizelování_rekonstrukce nářadí_7 a 8: Kalení čakanu v kalící lázni a jeho popuštění ohřevem plamenem na příslušnou barvu

Cizelování_rekonstrukce nářadí_9: Prudké ochlazení ve vodě

Cizelování_rekonstrukce nářadí_10: Výsledná barva po provedeném popuštění

Cizelování_rekonstrukce nářadí_11: Ukázka různých tvarů čakanů

Cizelování_rekonstrukce nářadí_12: Pracovní plochy nástrojů, pro různé operace


Cizelování_rekonstrukce nářadí_13: Tvar sekáčů a jejich pracovní plochy

Cizelování_rekonstrukce nářadí_14: Pracovní plochy temovacích čakanů

Cizelování_rekonstrukce nářadí_15: Sekáče s různou šířkou pracovní plochy

Cizelování_rekonstrukce nářadí_16: Pracovní plochy sekáčů